Adresse:
No.233-3 Yangchenghu Road, Xixiashu industripark, Xinbei-distriktet, Changzhou City, Jiangsu-provinsen




• Den korte bladdesignen forbedrer slitestyrken til verktøyet betraktelig og kan oppnå høyere overflatekvalitet på arbeidsstykket.
• Den brukes hovedsakelig til å behandle herdede stålmaterialer på HRC45~70, spesielt for presisjonsformdeler som krever langvarig behandling.

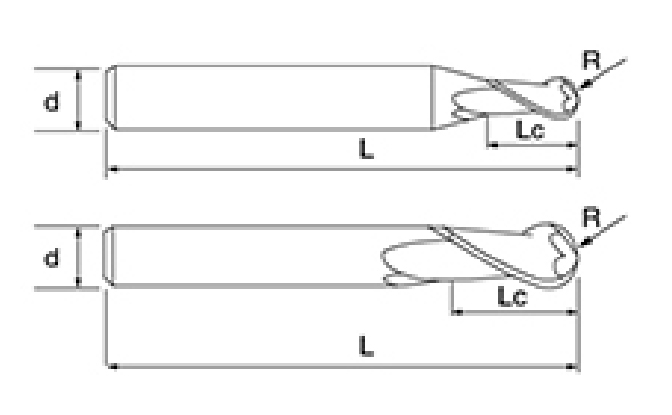
| Nei. | Diameter D | R Vinkel R | Fløytelengde Lc | Totallengde L | Shank Dia d | Bladtall F |
| NNCH-2B-D1-L2 | 1 | 0.5 | 2 | 50 | 4 | 2 |
| NNCH-2B-D1.5-L3 | 1.5 | 0.75 | 3 | 50 | 4 | 2 |
| NNCH-2B-D1.5-L3 | 1.5 | 0.75 | 3 | 50 | 6 | 2 |
| NNCH-2B-D2-L4 | 2 | 1 | 4 | 50 | 4 | 2 |
| NNCH-2B-D2-L4 | 2 | 1 | 4 | 50 | 6 | 2 |
| NNCH-2B-D2.5-L5 | 2.5 | 1.25 | 5 | 50 | 4 | 2 |
| NNCH-2B-D2.5-L5 | 2.5 | 1.25 | 5 | 50 | 6 | 2 |
| NNCH-2B-D3-L6 | 3 | 1.5 | 6 | 50 | 4 | 2 |
| NNCH-2B-D3-L6 | 3 | 1.5 | 6 | 50 | 6 | 2 |
| NNCH-2B-D3.5-L7 | 3.5 | 1.75 | 7 | 50 | 4 | 2 |
| NNCH-2B-D3.5-L7 | 3.5 | 1.75 | 7 | 50 | 6 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 50 | 4 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 50 | 6 | 2 |
| NNCH-2B-D5-L9 | 5 | 2.5 | 9 | 50 | 6 | 2 |
| NNCH-2B-D6-L9 | 6 | 3 | 9 | 50 | 6 | 2 |
| NNCH-2B-D8-L12 | 8 | 4 | 12 | 60 | 8 | 2 |
| NNCH-2B-D10-L15 | 10 | 5 | 15 | 75 | 10 | 2 |
| NNCH-2B-D12-L18 | 12 | 6 | 18 | 75 | 12 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 75 | 4 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 75 | 6 | 2 |
| NNCH-2B-D6-L9 | 6 | 3 | 9 | 75 | 6 | 2 |
| NNCH-2B-D8-L12 | 8 | 4 | 12 | 75 | 8 | 2 |
| NNCH-2B-D6-L9 | 6 | 3 | 9 | 100 | 6 | 2 |
| NNCH-2B-D8-L12 | 8 | 4 | 12 | 100 | 8 | 2 |
| NNCH-2B-D10-L15 | 10 | 5 | 15 | 100 | 10 | 2 |
| NNCH-2B-D12-L18 | 12 | 6 | 18 | 100 | 12 | 2 |
| Bearbeidede materialer | Forherdet stål 40~50HRC | Herdet stål 50~60HRC | Herdet stål 60~68HRC | |||||||||
| Kulehoderadius (mm) | Rotasjonshastighet (min -1 ) | Matehastighet (mm/min) | a s (mm) | a e (mm) | Rotasjonshastighet (min -1 ) | Matehastighet (mm/min) | a s (mm) | a e (mm) | Rotasjonshastighet (min -1 ) | Matehastighet (mm/min) | a s (mm) | a e (mm) |
| R0,5 | 40000 | 1900 | 0.01 | 0.05 | 36000 | 1500 | 0.01 | 0.05 | 32000 | 1400 | 0.01 | 0.05 |
| R1,0 | 33000 | 3100 | 0.02 | 0.075 | 26000 | 2100 | 0.02 | 0.075 | 24000 | 2000 | 0.02 | 0.075 |
| R1,5 | 29000 | 4100 | 0.03 | 0.1 | 23000 | 2900 | 0.03 | 0.1 | 21000 | 2600 | 0.03 | 0.1 |
| R2,0 | 22000 | 3900 | 0.04 | 0.15 | 17000 | 2500 | 0.04 | 0.15 | 15500 | 2100 | 0.04 | 0.15 |
| R2,5 | 17500 | 3500 | 0.05 | 0.15 | 13500 | 2200 | 0.05 | 0.15 | 13000 | 2000 | 0.05 | 0.15 |
| R3,0 | 15000 | 3100 | 0.06 | 0.2 | 11500 | 1700 | 0.06 | 0.2 | 10500 | 1500 | 0.06 | 0.2 |
| R4,0 | 11000 | 2500 | 0.08 | 0.25 | 8600 | 1600 | 0.08 | 0.25 | 8000 | 1400 | 0.08 | 0.25 |
| R5,0 | 9000 | 2000 | 0.1 | 0.3 | 7000 | 1400 | 0.1 | 0.3 | 6000 | 1200 | 0.1 | 0.3 |
| R6,0 | 7500 | 1800 | 0.1 | 0.35 | 5700 | 1300 | 0.1 | 0.35 | 5300 | 1200 | 0.1 | 0.35 |
| R8,0 | 5500 | 1800 | 0.1 | 0.4 | 4300 | 1300 | 0.1 | 0.4 | 4000 | 1200 | 0.1 | 0.4 |
| R10,0 | 4500 | 1800 | 0.1 | 0.5 | 3500 | 1300 | 0.1 | 0.5 | 3200 | 1200 | 0.1 | 0.5 |
| Maksimal skjæredybde | 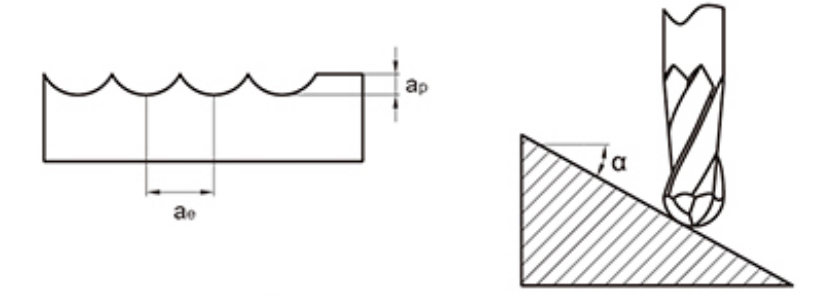 | |||||||||||
1. Vennligst bruk utstyr og inventar med høy presisjon og høy stivhet.
2. Når stivheten til maskinverktøyet og installasjonen av arbeidsstykket er dårlig, kan det oppstå vibrasjoner og unormal lyd. I dette tilfellet bør hastigheten og matehastigheten i tabellen ovenfor reduseres fra år til år.
3. Bruk luftkjøling eller MQL (minimumsmengde oljetåkekjøling).
4. Det anbefales å bruke sekvensiell fresing for sidefresing.
5. Minimer lengden på verktøyopphenget så mye som mulig uten forstyrrelser.
| Verktøy serien | Diameter | Radius | Hjørneradius | Fløytelengde | Effektiv lengde | Total lengde | Shank Dia | |||
| D | R | CR | Lc | L1 | L | d | ||||
| NNCH ultraharde og høypresisjons endefreser av hardmetall | D0.1~D0.9 | 0 -0,005 | R0,05~R2 | /-0,005 | CR0.05~CR0.5 | /-0,005 | 0 0.3 | 0 0.3 | 0.5 -0,5 | h5 |
| D1~D3.5 | 0 -0,005 | |||||||||
| D4~D10 | -0,003 -0,015 | R3~R5 | /-0,005 | CR1.0~CR3.0 | /-0,008 | 0 0.5 | 0 0.5 | |||
| D12~D20 | -0,003 -0,018 | R6~R10 | /-0,008 | |||||||
NNCH-2B ultraharde endefreser med 2-fløytekuler er tilgjengelig i en rekke størrelser, fra 1 mm til 12 mm i diameter, og kan matches med en rekke bladlengder og fulle lengder i henhold til ulike behov for å møte fleksibilitetskravene til presisjonsbearbeiding. Det frie valget av ulike spesifikasjoner og modeller gjør den egnet for en rekke maskineringsscenarier, noe som sikrer høyere tilpasningsevne i presisjonsmaskineringsoppgaver.
Kuleendens design optimaliserer skjærevinkelen til verktøyet, noe som gjør det overlegent i kompleks overflatebearbeiding, spesielt egnet for støpeformproduksjon, presisjonsbearbeiding av deler og andre scener som krever høy finish og høy presisjon. Designet med 30° helixvinkel bidrar til å redusere skjæremotstanden og forbedre effektiviteten til sponfjerning, og forbedrer dermed maskineringsstabiliteten og verktøyets levetid.
Freseren er laget av ultrafint mikropartikkelkarbidmateriale, kombinert med en høypresisjonsbeleggprosess, som i stor grad forbedrer slitestyrken og anti-chip-ytelsen. Den totale hardheten kan nå HRC≤65, noe som sikrer utmerket skarphet og stabilitet ved bearbeiding av materialer med høy hardhet.
Dette produktet er egnet for et bredt spekter av bearbeidingsmaterialer, inkludert karbonstål, legert stål, forhåndsherdet stål (HRC35-45), herdet stål (HRC45-65), varmebehandlet stål med høy hardhet, etc. Enten det er høypresisjonsformbehandling eller effektiv skjæring av harde materialer, gir NNCH-2B to-kantet kuleytelse.$ tokantet kuleytelse.










Etablering av bedrift
Ansatte

Changzhou Maton Tools Co.,Ltd. ligger i den økonomisk utviklede Yangtze-elvedelta-regionen. Fabrikken ligger i Xixiashu High-tech Development Zone, en velkjent verktøyby i Kina. Vi er Ultra Hard 2 Fløyte Ball Nose End Mills Produsenter.
Magotantools bruker ISO9001-kvalitetssystemet som standard, under veiledning av forretningsfilosofien om «null produktfeil» og «null serviceavstand», basert på ånden av «integritet», «enhet» og «utnyttelse», og følger en rettferdig og rimelig selskapsstil for ledelse. Produktproduksjonen bruker femaksede og seksaksede CNC-slipe- og maskineringssentre fra Tyskland, Sveits, Japan osv., og er utstyrt med høypresisjonstestutstyr som Tyskland, Japan og Kina, for å møte produksjonsbehovene med høy kvalitet og kvantitet.
Selskapet utvikler kontinuerlig ulike høytytende CNC-verktøy og har vunnet ulike nasjonale priser. Profesjonell Ultra Hard 2 Fløyte Ball Nose End Mills SelskapSelskapets produkter er hovedsakelig brukt i forsvarsindustrien, romfartsindustrien, bilindustrien, elektroniske produkter og former, og andre felt.
Selskapets ulike produkter er anerkjent og foretrukket av kjente innenlandske selskaper. Med uendelig teknologi, uendelig skaperkraft og jakten på fortreffelighet, vil Magotan-verktøy skrive fremtidig velstand og drømmer med mer ekstraordinær selvtillit og høy kvalitet.
Vi vil svare deg innen 12 timer etter at vi har mottatt forespørselen på hverdager.
Vi er produsenter, vi produserer og selger oss selv.
Vi produserer hovedsakelig freser i wolframstål, bor og andre verktøy i harde legeringer. Profesjonelle Ultra Hard 2 Fløyte Ball Nose End Mills Produsenter.
Produktene våre dekker nesten hele formindustrien, forsvarsindustrien, romfartsindustrien, bilindustrien, elektronikkprodukter og andre felt.
Ja, vårt hovedfokus er på tilpassede produkter. Vi utvikler og produserer produkter basert på tegninger eller prøver levert av kunder. Tilpasset Ultra Hard 2 Fløyte Ball Nose End Mills.
Vi har over 30 enheter av WALTER fra Tyskland, Makino fra Japan, ROLLMATIC fra Sveits og TTB fra Sveits, med en årlig produksjonsverdi på 80 millioner RMB. Vi er Ultra Hard 2 Fløyte Ball Nose End Mills Selskap
Først utfører vi tilsvarende inspeksjoner etter hver prosess. For det endelige produktet vil vi utføre 100 % full inspeksjon i henhold til kundens krav og internasjonale standarder;
Deretter har vi avansert og komplett testutstyr av ypperste kvalitet i bransjen, for eksempel spektralanalysatorer, metallografiske mikroskoper osv., som kan sikre stabilitet og konsistens til skjæreverktøy, samtidig som kundenes høypresisjonstestkrav for skjæreverktøy oppfylles.
Når vi gir et tilbud, vil vi bekrefte transaksjonsmetoden med deg, FOB, CIF, CNF eller andre alternativer. Ved bulkproduksjon betaler vi vanligvis 30 % forskudd først, og deretter betaler vi det resterende beløpet ved fremvisning av konnossementet. Vi bruker vanligvis T/T som betalingsmåte, men L/C er også akseptabelt.
Vi er Ultra Hard 2 Fløyte Ball Nose End Mills Produsenter i KinaVåre fotavtrykk er over hele verden. Vi tilbyr kvalitetsprodukter og -tjenester til kunder fra hele verden.

No.233-3 Yangchenghu Road, Xixiashu industripark, Xinbei-distriktet, Changzhou City, Jiangsu-provinsen

+86-18068566610

sales@magotan-tools.com
+86-18068566610
